





公司名称:温州泽泰特种塑料有限公司
联系人:颜经理
手机号:13656263509
联系电话:13656263509
联系地址:浙江省温州市瑞安市塘下镇塘西村中兴南街322号
网址:www.zttzsl.com
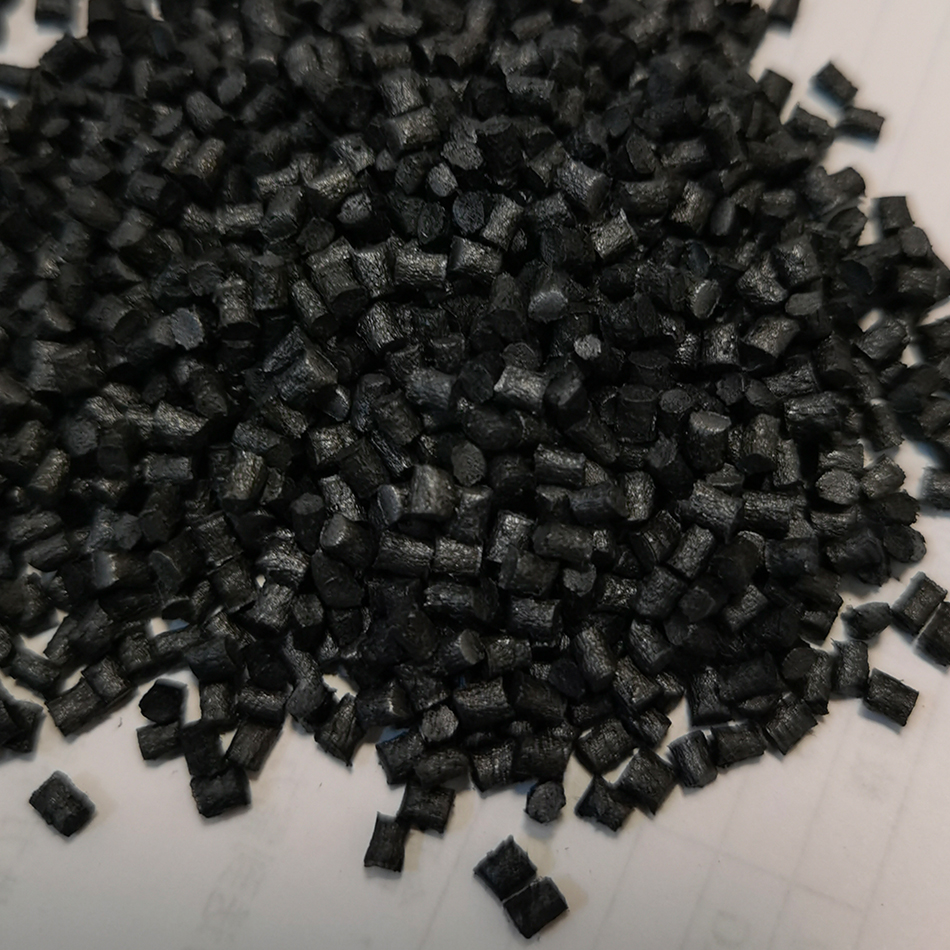
自产PPS塑料原料成功代替进口新料使用
发布时间:2021-01-07作者:zttzsl


随着国内工业制造水平的高速发展,我司坚持十余年的研发生产,以及各家客户单位的信任支持,我司生产的PPS塑料原料已成功代替进口品牌新料的使用,下面我们详细介绍下各种型号的代替以及性能,希望给国内制造企业带来更好的效益。2021年,中国智造崛起的一年,坚持创新,信守诚信,开创价值!泽泰人的座右铭!

泽泰特种塑料专业生产销售PPS塑料原料现货常规有:
PPS加纤增强30%-65%,颜色有本色,黑色,咖啡色,蓝色,绿色,灰色等,可根据客户要求配色。



PPS碳纤维增强10%-40%,该产品具有高强度刚性,耐磨,导电,防静电的效果,比普通玻纤维增强系列机械性能好。
 PPS碳纤维加铁氟龙增强15%-50%,该产品主要针对耐高温耐磨自润滑要求的塑料机械部件。
PPS碳纤维加铁氟龙增强15%-50%,该产品主要针对耐高温耐磨自润滑要求的塑料机械部件。
我司所售产品,可代替进口新料,包用包退换。
PPS加纤增强30%-65%:可以代替进口日本宝理1130系列,1140系列,1150系列,6165系列;代替日本东丽503系列,504系列,310系列;代替美国泰科纳1130L系列,1140L系列;日本油墨DIC的Z230系列等。产品具有耐高温270度的热性能,高强度刚性,通过不同纤维的增强,可以达到不同的机械性能,可以满足不同结构产品的使用要求。
PPS碳纤维增强20%-40%:可以代替日本宝理的2115系列,2130系列,7140系列,7340系列,产品具有耐高温,高强度,高刚性,耐磨损,导电防静电的性能,我们的材料全部使用纯新料制作,能满足批次稳定,性能稳定,性价比高的特点。
自产PPS塑料原料产品注塑工艺:
本品适用于注塑成型,由于聚苯是结晶型聚合物,在加工过程中应考虑到其产品的转角和壁厚变化的应力集中问题,故成型工艺较讲究。本品注塑成型工艺参考如下:
1、 物料干燥工艺
温度:110~140℃
时间:3~5h
1.1如成型产品中有金属嵌件,必须先预热嵌件:
金属嵌件预热温度:130~140℃
金属嵌件预热时间:恒温1 h
1.2为保证得到比较稳定的色彩,本色料必须在同一干燥条件下进行预干燥。
2、高韧性PPS原料厂家直销灰色PPS塑料 注塑工艺:
模具温度:100~150℃
料筒温度:前段:270~290℃
中段:300~320℃
后段:300~320℃
喷嘴:290~320℃
注塑压力:50~100Mpa
注塑速度:中速,有时为想得到良好的外观,可以采取高速注射,但须注意制品发生翘曲、烧焦的可能
背压:为确保计量准确,背压应在0.1-1.0 Mpa
螺杆转速:通常应为40-100rpm,不宜过高
注塑时间:根据制件的大小确定,以制件充满模具且表面基本冷却定型为佳。
3、 后处理工艺:以制件大小确定
处理温度:160~180℃
处理时间:4~16hr
包装、运输、储存
本品由内衬塑料薄膜的纸袋包装,25公斤/袋,按非危险品运输。
本品应存放在干净、通风、防潮的仓库。
下一篇:碳纤维增强PPS塑料原料性能介绍

