





公司名称:温州泽泰特种塑料有限公司
联系人:颜经理
手机号:13656263509
联系电话:13656263509
联系地址:浙江省温州市瑞安市塘下镇塘西村中兴南街322号
网址:www.zttzsl.com
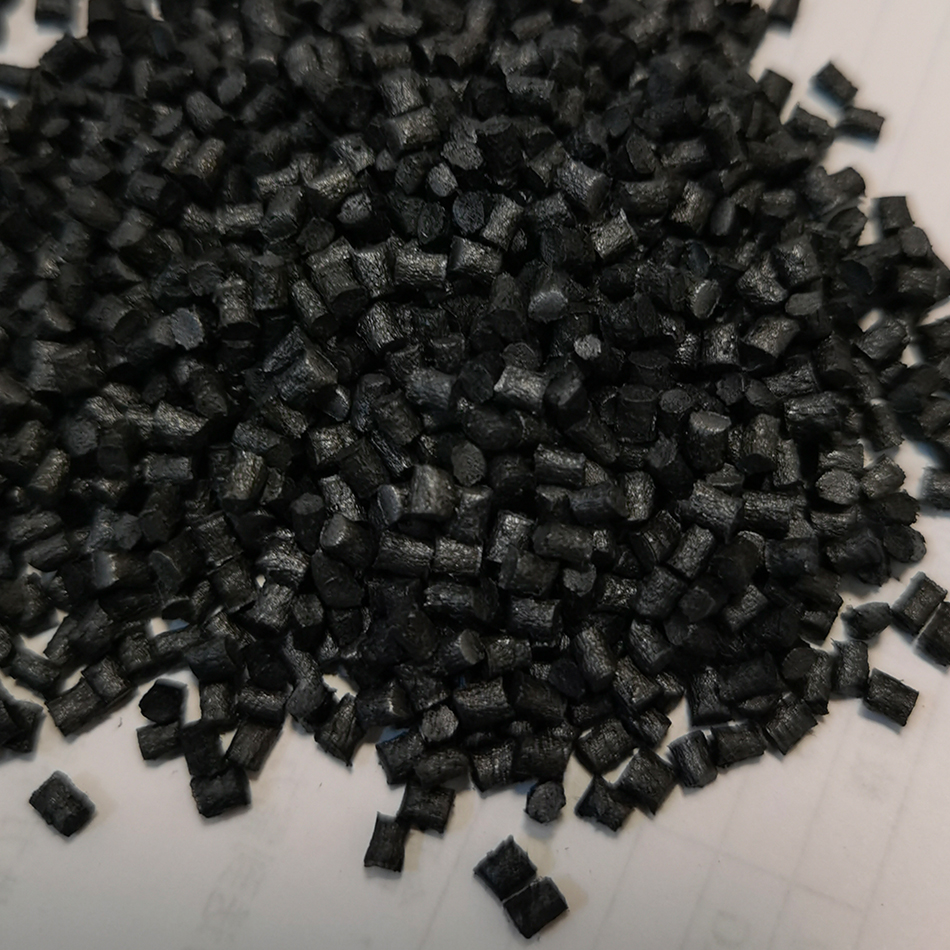
耐磨损不掉粉PEEK原料厂家耐磨损自润滑PEEK塑料颗粒生产
发布时间:2021-01-12作者:zttzsl


我司于2016年成功自产耐磨损不掉粉PEEK原料,耐磨损自润滑PEEK塑料颗粒,通过碳纤维、铁氟龙(PTFE)、二硫化钼增强,使制品在PEEK纯树脂的基础物性上达到高强度、高刚性、耐高温、耐磨自润滑,磨耗低的要求。多年成功代替威格斯450CA30系列,450FC30系列应用于超耐磨轴套、高强度耐磨损齿轮、耐磨自润滑滑块等高性能机械部件、汽车刹车片、汽车发动机阀片、纺织配件部件。是目前国产PEEK材料中集批次质量稳定性、材料性能标准型最稳定的厂家。
 我司生产的peek碳纤维增强百分之二十到百分之四十,性能对接威格斯450CA30系列。耐高温300. 高强度,高尺寸稳定性,导电防静电,耐磨损自润滑轴套,齿轮,滑块部件注塑级,peek碳纤维复合PTFE铁氟龙增强,超耐磨部件注塑级,比450CA30系列更耐磨损。物理机械性能一样
我司生产的peek碳纤维增强百分之二十到百分之四十,性能对接威格斯450CA30系列。耐高温300. 高强度,高尺寸稳定性,导电防静电,耐磨损自润滑轴套,齿轮,滑块部件注塑级,peek碳纤维复合PTFE铁氟龙增强,超耐磨部件注塑级,比450CA30系列更耐磨损。物理机械性能一样
peek碳纤维复合二硫化钼加PTFE铁氟龙增强,高刚性耐磨损部件注塑。可代替威格斯450FC30进口原料。
长期稳定,质量保证!
PEEK塑料原料加工工艺说明:
注射成型 1、设备 PEEK可用通常的螺杆式或柱塞式注射成型机加工成型,注射成型机应满足下述基本条件:料筒温度可升到400℃;料筒内应该没有形成熔融料死角的地方;由于熔融粘度不会自动流淌,所以喷嘴不需要加断流阀(shut off valve)。 2、模具温度 由于PEEK是结晶性树脂,因此使其充分结晶可以提高其性能。一般模温在160℃以上时,就可以充分结晶,即使不热处理也能得到很好的成型品,如果因为模具结构所限制而模温无法提高时,可在200℃以上热处理一小时,也能使结晶完全,从而使机械强度和耐药品性等提高。 3、预备干燥 虽然PEEK的吸水率很低,饱和吸水率只有0.5%,但是要在高温下成型,所以加工成型之前有必要在150℃干燥3小时以上。 PEEK的标准注射成型条件
| 项目 | 纯树脂 | 30%玻璃 纤维增强 | 30% 碳 纤维增强 | |
| 料筒温度(℃) | 根部 中间 喷嘴 | 330~360 350~380 350~380 | 350~380 370~400 370~400 | 350~380 370~400 370~400 |
| 模具温度(℃) | 130~170 | 140~180 | 140~180 | |
| 注射压力(Kg/cm2) 螺杆背压(Kg/cm2) 保持压 | 1000~1400 50~100 500~700 | 1200~1600 50~100 600~800 | 1200~1600 50~100 600~800 | |
| 注射速度 螺杆转数(rpm) 循环周期(秒) | 中速~高速 50 30 | 中速~高速 50 30 | 中速~高速 50 30 | |
挤出成型 PEEK可以采用挤出成型工艺加工成薄膜、电线包皮、单丝、棒材、薄板等。下表列出了PEEK薄膜的挤出成型条件。 PEEK的标准挤出成型条件
| 项 目 | 条 件 | |
| 挤出机螺杆 | Φ30, L/D=24, C.R 3 | |
| 料筒温度(℃) | 喂料 压缩部 机头 | 350 370 380 |
| 模具温度(℃) 定型辊温度(℃) | 380 30 | |
| 螺杆转数(rmp) 线速度(m/min) 吐出量(Kg/cm2) | 30 10 5 | |

